By Paul Harbath, Quality Management Consultant
In AS9100D “Risk Based Thinking” is considered a basic principle of an effective quality system. In the part 1 and part 2, we discussed how to identify potential risks and how to quantify the risks in your quality management system. In this final tip for risk based thinking we will discuss how to mitigate and control unacceptable risk.
To meet the “Risk Based Thinking” requirement your quality system must retain documented evidence that the following happens regularly:
- Identify potential risks in your quality management system
- Analyze and evaluate the risks
- Mitigate, control and monitor unacceptable risk
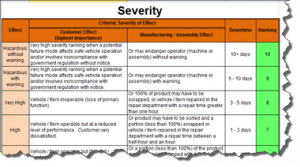
Last week we talked about using the FMEA process to quantify risk. The RPN (Risk Priority Number) represents the level of risk. If the RPN number is larger than 100 we need to consider taking action. The actual RPN number for action is up to you but usually 100 is a good starting point.

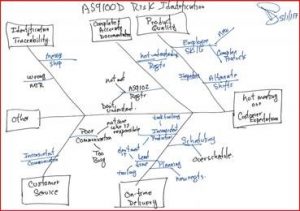
In the visual above the RPN numbers for how scheduling affects on-time delivery is above our acceptable risk level therefore we need to consider taking action.
First we might evaluate the current state of our scheduling system then create a plan to make changes. After implementing the plan we check the performance to see if it has improved. If it has we put controls in place to assure our new process stays in place. If not we repeat the process until our scheduling system no longer causes late orders.
It is important that you retain the documented information in your system to show evidence that action was considered for high risk items. I usually recommend that this risk evaluation process be part of your regular management review.
Risk analysis can seem complicated at first. Take the time to learn the process it is one of the most valuable processes in your business management toolkit.
 Paul Harbath is an industry expert with over 30 years of hands on experience in helping small manufacturers understand/implement quality management systems and lean/6-Sigma. Paul has a demonstrated ability to connect with the value adding employees by simplifying complex technical issues. Connect with him on LinkedIn.
Paul Harbath is an industry expert with over 30 years of hands on experience in helping small manufacturers understand/implement quality management systems and lean/6-Sigma. Paul has a demonstrated ability to connect with the value adding employees by simplifying complex technical issues. Connect with him on LinkedIn.